


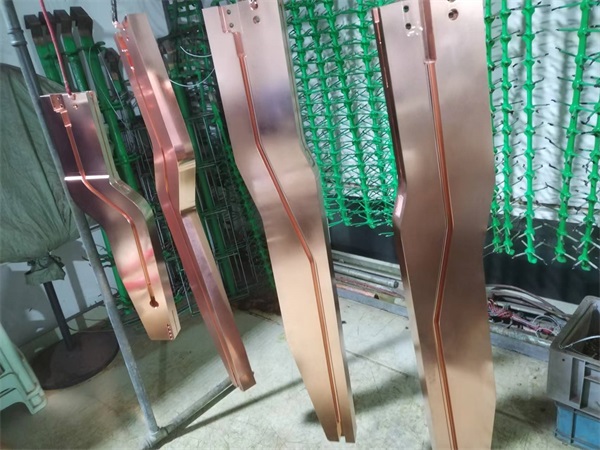
铁件电镀铜工艺流程包括以下几个步骤:
1.预处理:对铁件进行清洁、除油和酸洗等预处理,以便更好地吸附镀铜层。
2.挂镀:将预处理后的铁件挂接到镀铜槽中,使铁件表面与铜离子接触并吸附铜原子。
3.镀铜:在电流的作用下,铜离子被还原成铜原子,并沉积到铁件表面形成镀铜层。
4.后处理:将镀铜后的铁件进行清洗、钝化和烘干等后处理,以提高镀铜层的耐蚀性和耐磨性。
以上是铁件电镀铜的基本工艺流程,实际操作过程中还需要根据具体情况做出相应的调整和优化。




钛镀亮镍方法如下:
1.处理表面。需要把金属表面的污垢还有油脂等等物质全部清理干净,然后再进行打磨和喷砂处理。
2用的化学转化膜做基础底材后并清洗干燥,再用的硬质合金或玻璃上光机抛光到镜面效果即可马上电镀一层坚固耐磨的铬酸盐涂层(也称磷化)。这个步骤是利用人体自然分泌出来的汗液中酸性媒介物作为电解溶液来渗透、及软化工件表层的各元素而形成的极薄而又极为均匀一致的多孔性纳米级氧化膜,这也就是我们常说的“预处理”。这一步非常重要!直接决定着后面能否正常施工的关键所在。3.在经过上述处理的工件的表面上挂上一层导电性能好的浆料以形成完整平整牢固光滑洁净有光泽的保护隔离膜;4经烘干后就进入了封塑模具的在高压下快速抽吸与氮气(也可以不采用此工序)完成的等离子火花泳术---被附加上具有反腐蚀功能的保护薄膜;这是工艺上的又一关键环节!。终形成了全新的防护高装饰性的华丽烤漆外表形态随着外观设计的美妙变化呈现出丰富多彩的效果因此不锈钢也是能够达到非常漂亮的外表的哦!至此就是大家想要的带颜色外皮的理想效果的饰面了。“塑料管的内壁如果想要加工成类似于这样的光彩夺目的变色效果也同样适合应用这种内镶覆丽技术的

镀硬铬的特征如下:
***防腐性能好**。电化学腐蚀性好,在有油、水及尘埃的环境中可长期保持不锈。且耐磨性较高,表面硬度也较大提升,达到800~950HV(相当于HRC42~60)。因此适用于需要防蚀并承受严重摩擦的场合。比如一些大型泵阀和重型轴承的关键零件上使用较多就是出于其特性。此外由于它的高强度和高耐磨损能力而被广泛用于制造机器齿轮等传动部件,从而延长了机械的使用寿命和提率。这些都有助于改进生产工艺或提高产品质量以及节约能源降低成本的目的;甚至在一些设备中也发挥了重要作用..*.*二保焊电源一般用3o一7O千伏安,电流1ooo到__2ooOw之间选择(根据工件大小而定)。采用交流脉冲实为节镍剂之特点。(含钨)熔点高的合金钢应选用较高的焊接功率以便获得接头.。






 在线客服
在线客服 13833601233
13833601233 1254643130@qq.com
1254643130@qq.com